Precision Bore Finishing for EV Powertrain and Motor Housing Components
01 Jul, 2026
Electric vehicles are changing the way the world moves. Every EV on the road today relies on a set of precision engineered components that must perform reliably at high speeds, under thermal stress, and with minimal noise.
Inside every electric motor and powertrain gearbox, there are bores, cylinders, and internal surfaces that must be finished to exact dimensions. Even a small deviation in bore geometry can lead to vibration, premature bearing failure, seal leaks, or reduced motor efficiency.
Precision bore finishing through the honing process is what ensures these components meet the required accuracy. This blog explains what precision machining of bores involves, why it matters for EV component manufacturing, which components require it, and how the right honing machine and tooling supports consistent, high-volume production.
What is Precision Bore Finishing?
Precision bore finishing is a controlled abrasive machining process used to improve the internal diameter, geometric accuracy, and surface texture of a bore inside a machined component.
The process uses a honing tool fitted with abrasive stones made from aluminium oxide, silicon carbide, CBN (Cubic Boron Nitride), or diamond. The tool rotates and reciprocates inside the bore at the same time, removing very small amounts of material in a controlled manner.
Unlike boring or reaming which primarily size the bore, the honing process corrects multiple quality parameters at once:
- Out of round conditions
- Taper and bell mouth errors
- Surface roughness (Ra value)
- Bore axis straightness
- Cylindricity deviations
This makes industrial honing the preferred final finishing process for precision components where tight bore tolerances and controlled surface finish improvement are required.
How Does the Honing Process Work?
The honing tool moves in two directions simultaneously inside the bore. It rotates like a drill while also moving up and down inside the cylinder. This combined motion produces a characteristic crosshatch pattern on the bore surface.
The crosshatch angle is controlled by adjusting the speed of rotation and the speed of reciprocation. A typical honing angle is between 40 and 60 degrees. This engineered surface texture serves a functional purpose by retaining lubrication, reducing friction, and improving surface finish quality and sealing performance of the bore.
For aluminium EV motor housings and gearbox cases, diamond abrasive honing tools are the preferred choice. Diamond abrasives cut aluminium without smearing, produce consistent surface finishes, and offer long tool life in high volume EV component manufacturing environments.
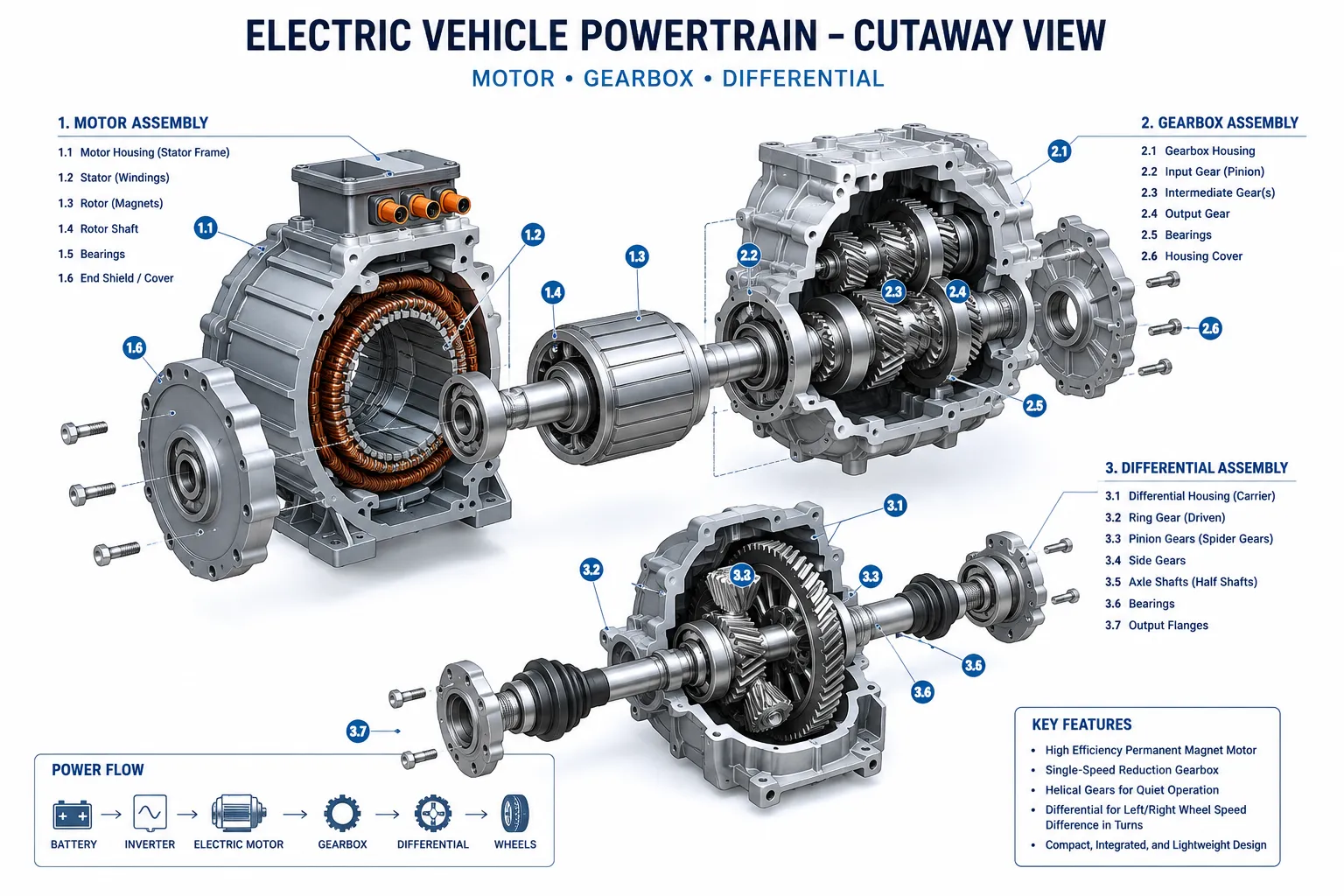
EV Powertrain Components That Require Bore Finishing
The following components inside an electric vehicle powertrain require precision bore finishing to meet performance and reliability specifications.
| EV Component | Bore Finishing Requirement | Why It Matters |
| Motor Housing Bore | Roundness within 3 microns, Ra 0.8 to 1.6 µm | Ensures accurate stator fit and reduces vibration |
| Rotor Shaft Bore | Tolerance within 2 to 5 microns, Cylindricity within 2 microns | Critical for bearing fit and rotational accuracy |
| Gearbox Housing Bore | Roundness within 5 microns, Ra 0.4 to 0.8 µm | Supports gear and bearing alignment under load |
| Differential Housing Bore | H6/H7 fit, Ra 0.8 µm | Prevents differential bearing failure |
| Cooling Jacket Bore | Ra 1.6 to 3.2 µm | Ensures proper sealing and coolant flow |
| Planetary Gear Carrier | Bore tolerance within 3 microns | Ensures planetary gear engagement accuracy |
| Inverter Housing | Dimensional accuracy within 5 microns | Supports power electronics sealing and assembly |
Disclaimer: Values may vary by application requirements.
Bore Geometry Parameters in EV Component Manufacturing
EV components must operate at high RPM, under variable thermal loads, and with very low noise and vibration. Five bore geometry parameters directly determine whether a component will perform as designed. These are the same parameters that precision machining engineers use to evaluate bore quality on the shop floor.
Roundness Improvement
Roundness measures how close a bore cross section is to a perfect circle. EV motor housings typically require roundness within 1 to 3 microns. Poor roundness causes vibration, uneven bearing load, and power losses in the motor. Honing is the most effective process for roundness improvement in finished bores.
Cylindricity Control
Cylindricity measures the consistency of the bore shape along its full length, combining roundness, taper, and waviness into one value. EV powertrain components typically require cylindricity within 3 to 5 microns for correct bearing and stator fit. Cylindricity control through honing is more reliable than through boring or reaming alone.
Surface Roughness (Ra)
Surface roughness (Ra) measures the average surface deviation in micrometres. Motor housing bores typically require Ra 0.8 to 1.6 µm. Gearbox bearing bores require Ra 0.4 to 0.8 µm. Achieving the correct Ra value through honing also improves oil film retention and reduces component friction.
Diameter Tolerance
EV components are designed with H6 or H7 interference and clearance fits. This means bore diameter tolerances typically fall within 2 to 8 microns depending on the component size and function. Honing machines within process gauging maintain these tolerances consistently across high volume production.
Bore Axis Straightness
Straightness of the bore axis is essential for correct shaft and rotor alignment. Any deviation causes uneven bearing loads, increased wear, and vibration in the drivetrain assembly.
| Geometry Parameter | Typical EV Requirement | Impact if Not Achieved |
| Roundness | 1 to 3 µm | Motor vibration and bearing wear |
| Cylindricity | 3 to 5 µm | Uneven bearing load and early failure |
| Surface Roughness (Ra) | 0.4 to 1.6 µm | Poor sealing and lubrication failure |
| Diameter Tolerance | 2 to 8 µm (H6/H7) | Incorrect interference or clearance fit |
| Bore Axis Straightness | Within 3 µm per 100 mm | Shaft misalignment and vibration |
Disclaimer: Values may vary by application requirements.
Single Pass Honing for High Volume EV Production
Single pass honing is a bore finishing technique where the honing tool passes through the bore only once, completing the required surface finish and dimensional accuracy in a single controlled stroke. It is one of the most important developments in modern precision machining for high volume manufacturing.
This approach is widely adopted in EV component manufacturing for the following reasons:
- Cycle times of 3 to 10 seconds per bore
- Easy integration into automated production lines
- Consistent and repeatable results without operator dependency
- Long tool life which reduces per piece tooling costs
- Compatible with aluminium, cast iron, steel, and composite materials used in EV housings
Single pass honing is the preferred method for finishing EV motor housing bores, transmission component bores, and differential bores where production volumes are high and every component must meet the same tight specification.
Multi Pass Honing for High Precision Long Bore EV Components
While single pass honing is ideal for shorter, high volume bores, some EV components require a different approach. Multi pass honing, also known as expansion honing, is used when a component has a longer bore length, requires very tight geometric accuracy, or needs a higher stock removal rate than a single stroke can achieve.
In multi pass honing, the honing tool passes through the bore multiple times, with the abrasive stones expanding gradually between each stroke. This allows the process to correct larger errors in roundness, cylindricity, and straightness before reaching the final surface finish. It is the preferred method for components where bore accuracy cannot be compromised, even if it means a longer cycle time than single pass honing.
In EV manufacturing, multi pass honing is commonly used for:
- Longer gearbox housings with extended bore lengths
- Differential housings requiring higher stock removal
- Hydraulic cylinder bores used in EV chassis and suspension systems
- Components with larger initial bore errors from casting or forging
- Applications requiring extremely tight cylindricity across a long bore length
Multi pass honing machines, including horizontal honing machines, are well suited for these applications because they can support longer workpieces and allow the tool to travel the full length of an extended bore without losing accuracy. This makes multi pass honing a critical process for EV components where single pass honing is not capable of meeting the required tolerance or surface finish across the entire bore.
For EV manufacturers, the choice between single pass and multi pass honing depends on component length, material condition, required tolerance, and production volume. Many manufacturing facilities use both processes side by side, applying single pass honing for high volume short bore components and multi pass honing for longer or more demanding components within the same production line.
Here is the comparison table to add right after the multi pass honing section:
Single Pass Honing vs Multi Pass Honing
| Factor | Single Pass Honing | Multi Pass Honing |
| Number of Strokes | One stroke | Multiple strokes with gradual expansion |
| Best Suited For | Shorter bores, high volume production | Longer bores, high precision requirements |
| Cycle Time | 3 to 10 seconds per bore | Longer, depending on bore length and accuracy needed |
| Stock Removal Capacity | Lower stock removal | Higher stock removal capability |
| Typical EV Components | Motor housing bores, rotor shaft bores | Gearbox housings, differential housings, hydraulic cylinders |
| Tolerance Correction | Corrects minor geometry errors | Corrects larger errors in roundness, cylindricity, and straightness |
| Automation Suitability | Highly suited for automated lines | Suited for automation with longer cycle allowance |
| Machine Type Used | Vertical or single pass honing machines | Horizontal honing machines, multi pass honing machines |
Disclaimer: Values may vary by application requirements.
Honing Compared to Other Bore Finishing Processes
| Process | Accuracy | Surface Finish | Cycle Time | Suitable for EV? |
| Honing | 2 to 5 µm | Ra 0.4 to 1.6 µm | Short | Yes |
| Boring | 10 to 20 µm | Ra 1.6 to 3.2 µm | Medium | Pre-finish only |
| Reaming | 5 to 15 µm | Ra 0.8 to 3.2 µm | Short | Partial |
| Internal Grinding | 2 to 5 µm | Ra 0.4 to 0.8 µm | Long | Limited due to heat |
| Burnishing | 5 to 10 µm | Ra 0.2 to 0.4 µm | Very Short | Surface finish only |
Disclaimer: Values may vary by application requirements.
Manufacturing Challenges in EV Bore Finishing
Aluminium Alloy Machining
Most EV motor housings and gearbox cases are made from die cast or forged aluminium alloys. Aluminium is softer than steel and prone to smearing and surface damage during conventional machining. Diamond abrasive honing tools cut aluminium cleanly and produce consistent bore finishes without surface defects.
Thin Wall Component Distortion
EV housings are designed with thin walls to reduce vehicle weight. Thin-walled components are prone to distortion during fixturing and machining. Low honing pressure combined with precision honing fixtures is essential to prevent bore distortion in these components.
High Volume Production Consistency
EV production lines process thousands of components every day. Every bore must meet the same specification. Single pass honing within process gauging provides the process capability required for Six Sigma quality standards in EV component manufacturing. This level of consistency is what separates honing from manual or semi-automated bore finishing methods.
Noise, Vibration and Harshness Requirements
Electric drivetrains are inherently quiet compared to petrol engines, which means any mechanical noise from powertrain components is immediately noticeable. Precise bore roundness and cylindricity directly reduce NVH in motor and gearbox assemblies.
Thermal Management and Sealing
EV battery and motor cooling systems require precision finished bores for O ring grooves and coolant passages. Poor bore surface finish leads to seal failures and coolant leaks, which are critical reliability issues in electric vehicles.
How Abhi Fine Products Supports EV Component Manufacturing
Abhi Fine Products has been designing and manufacturing honing machines, honing tools, honing fixtures, and bore finishing solutions for precision manufacturing companies worldwide for over 30 years. With deep expertise in industrial honing, the company supports OEMs, Tier 1 suppliers, and precision engineering companies across multiple industries.
Single Pass Honing Machines
Single pass honing machines are built for high volume and high precision bore finishing. They integrate easily into automated EV production lines and deliver consistent bore geometry results, including roundness improvement and cylindricity control, in short production cycle times. Each machine is fully customisable based on the customer's component size, bore diameter, material, and production volume requirements, ensuring the right solution for every application.
Horizontal Honing Machines
Horizontal honing machines designing and manufacturing for components where the bore axis runs horizontally during the finishing process. Horizontal honing machines are well suited for longer components such as hydraulic cylinders, transmission housings, and larger EV powertrain casings where vertical honing is not practical. These machines deliver the same precision bore finishing results including tight diameter tolerances, controlled surface roughness, and consistent cylindricity across the full bore length. Like all Abhi Fine Products machines, horizontal honing machines can be customised to match specific component geometries, bore lengths, and material requirements.
Honing Tools and Abrasives
Abhi Fine Products supplies honing tools engineered for specific bore materials and surface finish requirements. For aluminium EV components, diamond abrasive honing tools are available for clean cutting, long tool life, and consistent surface finish improvement across high volume production runs. All honing tools are customisable based on the component material, bore diameter, required surface roughness, and production conditions, so manufacturers receive tooling that is purpose built for their specific application rather than a generic off the shelf solution.
Honing Fixtures
Custom honing fixtures designed to hold EV components securely without distortion, maintain consistent bore alignment, and support thin wall aluminium housings throughout the bore finishing process.
Application Engineering Support
Abhi Fine Products provides technical support to help EV manufacturers and Tier 1 suppliers define bore finishing specifications, choose the right honing machine and process for each application, optimise honing parameters for aluminium and other EV component materials, and achieve process capability targets for volume production. Every honing machine, honing tool, and honing fixture is customisable based on the customer's specific component, material, and production requirement, with design and manufacturing carried out fully in house. This support helps manufacturers reduce trial and error during setup, shorten the time needed to reach full production capacity, and avoid costly tooling or machine selection mistakes. Customers receive component specific recommendations, sample trial runs, tooling selection guidance, and ongoing process support even after the machine is installed, ensuring consistent bore quality from the first production run onward.
Frequently Asked Questions (FAQ)
What is precision bore finishing?
Precision bore finishing is a controlled abrasive machining process that improves the dimensional accuracy, geometric form, and surface texture of the internal bore of a component. It is most commonly carried out through the honing process.
Why is bore finishing important for EV components?
EV components require tight bore tolerances and controlled surface finishes to ensure motor efficiency, correct bearing fit, seal integrity, and low noise operation. Honing reliably achieves these requirements in a single operation.
What is single pass honing?
Single pass honing is a bore finishing method where the honing tool passes through the bore once and completes the surface finish in a single stroke. It is fast, consistent, and well suited to high volume EV component production.
What honing tools work best for aluminium EV components?
Diamond abrasive honing tools are best suited for aluminium EV motor housings and gearbox cases. They cut aluminium cleanly without smearing and deliver consistent surface finishes with long tool life.
What bore tolerance can honing achieve?
Honing can achieve bore diameter tolerances of 2 to 5 microns, roundness within 1 to 3 microns, and cylindricity within 3 to 5 microns, depending on the component size and material.
How does honing improve electric motor efficiency?
Precise roundness of the motor housing bore ensures the stator seats concentrically. This minimises air gap variation between the stator and rotor, improving motor efficiency and reducing vibration and noise.
Can honing machines be used in automated EV production lines?
Yes. Single pass honing machines support robotic loading and unloading, in process gauging, and statistical process control data collection, making them well suited for fully automated EV component production lines.
What is the difference between a single pass honing machine and a horizontal honing machine?
A single pass honing machine finishes the bore in one stroke and is designed for high volume production of shorter bores. A horizontal honing machine holds the component horizontally and is better suited for longer components such as hydraulic cylinders, transmission housings, and larger powertrain casings that require multi stroke honing along a longer bore length.
How is honing different from grinding?
Grinding removes larger amounts of material at higher cutting speeds and generates significant heat, making it suitable for pre-finishing operations. Honing removes very small amounts of material at lower speeds, generates minimal heat, and achieves finer surface finishes with tighter geometric accuracy.
What surface roughness values does honing produce?
Honing produces surface roughness values from Ra 0.1 micron for super finishing applications to Ra 3.2 microns for general bore finishing. EV motor housing bores typically require Ra 0.8 to 1.6 µm and gearbox bearing bores require Ra 0.4 to 0.8 µm.
Recent Posts


Tell us how can we assist you?
We are always happy to answer any questions!
Just fill in the form and we will get back to you.
© 2026 Abhi Fine Products. All rights reserved.
Designed & Developed by Appac Mediatech Pvt Ltd