Still Struggling With Bore Quality? Here's How a Cylinder Honing Machine Fixes It
25 Jul, 2025

You've hit the dimensions. Roundness is within spec. Surface finish meets the Ra requirement. But the part still underperforms. And you don't know what's causing this.
It leaks under pressure. The seal wears out too early. The piston sticks. The bore looks fine, but it doesn't work fine.
If this sounds familiar, the problem isn't with your machining but with your finishing.
The final surface inside the bore is where real-world performance begins. And if you're not using a cylinder honing machine to refine that surface, you're leaving precision and reliability untouched and far away from your products.
Because in applications where seals must hold, pistons must glide, or oil must stay where it should, honing is not optional. It's the critical last step that transforms a machined bore into a functional one.
Let's break down exactly what a honing machine does, why it's essential across industries like automotive, aerospace, and hydraulics, and what modern features actually make a difference in bore quality, part performance, and your requirements.
What Is a Cylinder Honing Machine, and What Does It Do?
A cylinder honing machine isn't removing bulk; it's fine-tuning the performance at the micron level. Think of it like tuning a piano after it's been built.
You're not reshaping the instrument; you're making it sing. Whether it's an aerospace actuator or a diesel engine block, the machine uses precision stones to refine bore geometry and finish.
This gentle, controlled movement removes microns of material, and not millimeters. And this results in a bore that's:
- Perfectly round
- Free of taper, ovality, or waviness
- Smooth enough to hold lubrication
- Precise enough to seal under pressure
Why Is Honing Necessary for Your Facility?
Honing is no longer an option; it's a necessity without which industries like aerospace, automobile, hydraulics, and oil & gas can't perform well.
Bores created by drilling, boring, or reaming almost always carry a few tiny errors, even with precision machining.
These errors include:
- Tapered diameters
- Bell-mouth shapes
- Out-of-round geometry
- Surface roughness that tears seals or causes heat buildup
You might think these small errors won't cause any trouble. Sometimes, you won't even see these in your final inspection. But your customers will feel them in the field, through warranty claims, reduced service life, and poor performance.
And the honing machine corrects what the machines couldn't. It restores geometry, refines the finish, and makes your parts work in the real world, not just on paper.
What Happens When Bore Finishing Isn't Proper?
When bores are left with irregular geometry or poor surface quality, the entire performance of a component is compromised. And that causes:
- Oil leakage and pressure loss
- Seal wear and failure
- Premature component damage
- Excessive heat generation
- Increased friction and abnormal wear
- Noise, vibration, and inconsistent system response
- Assembly difficulties due to misalignment
- Reduced efficiency and lifespan of mating parts
- Contamination in fluid systems
- Higher maintenance needs and potential regulatory non-compliance
Proper honing eliminates these risks, ensuring that each bore meets exact specifications and performs reliably over time.
What Is the Benefit of Using Honing Machines?
Size Precision at the Micron Level
Honing brings bore diameters into the ±1 - 2 micron range. That's tighter and more consistent than most CNC machining processes, especially across deep or long bores.
Geometry Correction
With the honing process, you can eliminate shape deviations like taper, ovality, and barrel mouth profiles. These are invisible during early inspection but can be seriously disastrous to sealing and performance.
Surface Finish
Honing creates a smooth and polished texture that:
- Improves lubricant retention
- Reduces wear and friction
- Supports long-term sealing performance
It makes the work efficient, high-performing, and functional.
Features That Make Modern Cylinder Honing Machines Smarter
In high-precision manufacturing, it's not about how many features your machine has. It's about whether those features prevent scrap, shorten setup time, and deliver consistent bores part after part.
Monitored Variable Load Control
When you're honing thin-walled tubes or long cylinders, pressure control isn't an option but a necessity. Modern systems dynamically adjust the load throughout the stroke. More force during cutting. Less during finishing. Always adapting.
- The bore geometry is consistent throughout the cycle
- There is less deformity, even on thin-walled parts
- The overall cycle times are shorter, but with better finishes
Automatic Pressure/Load Adjustment
Overload a bore just slightly, and you've trashed a thin-wall part. Our machine senses contact in real time and adjusts pressure before damage begins, keeping parts intact and your scrap rate near zero.
- Saves thin-wall parts from crushing under too much force
- Protects abrasives and spindle, no early wear or tool breakage
- Keeps surface integrity intact, batch after batch
Programmable Plateau Honing
Once the honing is complete, the system automatically runs a plateau cycle to flatten peaks and enhance oil retention. It benefits your machines or parts with:
- Better fluid-film lubrication
- Reduced wear-in period
- Improved long-term part reliability
Auto Zero Position Setting
When you manually set the zero position, there are always chances for inconsistency, especially when switching part types.
With auto-zero, the machine senses when the stones first touch the bore and sets the starting point based on pressure thresholds.
- Faster setups - no manual trial-and-error
- Repeatable results, even across shifts
- Lower risk of stone misalignment or early wear
Infinitely Variable Stroke & Spindle Speeds
Different materials have different needs. And you need to dial in stroke rate and rotation separately for a smooth honing process.
Advanced systems let you fine-tune both for roughing, finishing, or achieving exact crosshatch angles - 30°, 45°, 60°, and beyond.
- Lets you customize the bore based on lube or sealing function
- Perfect for automotive, hydraulic, or aerospace specs
- Keeps you in control of both geometry and texture
Crosshatch Pattern Control
By adjusting the ratio between stroke and rotation, machines can maintain an exact crosshatch angle automatically.
- Consistent surface finish from top to bottom
- Repeatable results across all operators
- Optimized oil retention and friction control

Figure 1: 45° crosshatch pattern with digital feed and spindle speed control-ideal for oil retention and consistent bore quality.
Program Select & Memory Recall
All honing parameters can be saved as part-specific memories and can be recalled instantly. This streamlines:
- Changeovers in high-mix environments
- Multi-operator consistency
- Setup time across shifts and teams
Integrated Honing Oil System
Dirty or overheated honing oil wrecks surface finish. And glazed stones are the death of accuracy. Modern systems handle oil filtration, flow, and temperature automatically.
- Prevents stone glazing and loading
- Improves cooling and debris flushing
- Enhances finish quality and tool life
Abbott-Firestone Curve - What Roughness Values Don't Reveal
Surface finish tests said "pass." But in operation? The seals still wore out. That's where Ra and Rz fail and where the Abbott-Firestone Curve gives you the real picture of how your bore behaves under load.
When it comes to precision bores, especially in components that seal, slide, or cycle under pressure - standard roughness values only scratch the surface. That's where the Abbott-Firestone Curve, or Bearing Area Curve (BAC), becomes your next-level check.
What Exactly Is the Abbott-Firestone Curve?
It's not just a number, it's a visual map of how your surface behaves under load.
The BAC shows:
- How much of the surface makes real contact (the plateaus)
- How deep and distributed the valleys are (the lubrication zones)
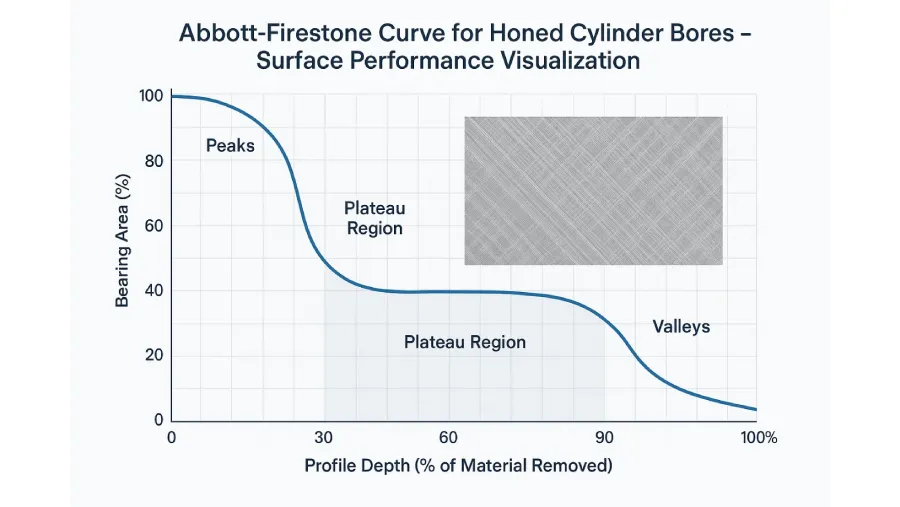
Figure 1: The Abbott-Firestone Curve visualizes how honed cylinder bores transition from surface peaks to functional plateaus and oil-retaining valleys-crucial for load support, wear resistance, and lubrication in high-performance components.
Why It Matters in Cylinder Honing
If you're building parts that move, seal, or hold pressure, surface performance is everything. The BAC helps you evaluate the stuff Ra and Rz miss:
- Load-Bearing Support - More plateau area means your bore can support pistons or seals without distorting.
- Lubrication Retention - Proper valleys trap oil or hydraulic fluid to reduce wear and prevent dry contact.
- Seal Compatibility - The right plateau-to-valley ratio helps seals seat better and last longer.
- Surface Predictability - The BAC instantly shows if your honing was too aggressive, too light, or just right.
When Should You Absolutely Use Cylinder Honing?
- You need a bore to hold pressure
- You want to reduce friction, wear, and seal failure
- You require diameter consistency across long lengths
- You build parts that must operate under load, motion, or vibration
- You can't afford performance failures after shipment
In all these cases, honing transforms your part from "in spec" to ready for the real world.
Frequently Asked Questions
Is honing only for engine components?
No. It's widely used in hydraulics, aerospace, energy, automation, and industrial equipment.
Can honing be automated?
Yes. Modern honing machines are CNC- or PLC-controlled, with programmable parameters and real-time feedback.
What abrasives are typically used?
Diamond, CBN, silicon carbide, and aluminium oxide - chosen based on material and volume.
Does honing slow production?
Not with modern systems. Honing adds a few minutes but prevents failures that cost much more time and money later.
What and where is a cylinder honing machine used?
A cylinder honing machine is used to improve the geometry, size, and surface finish of cylindrical bores in components like engine blocks, cylinder liners, and aerospace actuators.
What's the difference between honing and boring?
Boring removes large amounts of material and creates rough dimensions, while honing is a finishing process that achieves precise tolerances and smooth surface textures.
How does honing improve performance?
Honing ensures accurate diameters, better form, and improved surface quality, helping reduce wear, prevent leaks, and extend component lifespan.
What industries rely on cylinder honing machines?
Automotive, aerospace, manufacturing, and energy sectors all rely on honing for critical internal components.
Conclusion: Why Cylinder Honing Deserves Your Attention
When a bore needs to seal, move, or hold pressure, being the best in features isn't the same as being right. Honing is what takes it that final, critical step. It's not just about smoother walls - it's about reliability, consistency, and performance over time.
Great parts aren't just machined-they're finished. Honing is that final, invisible touch that separates "acceptable" from "exceptional."
At Abhi Fine Products, we don't just build honing machines-we help you deliver parts your customers will never call back about. Let's talk about getting your finish right, the first time.
Recent Posts

Tell us how can we assist you?
We are always happy to answer any questions!
Just fill in the form and we will get back to you.
© 2026 Abhi Fine Products. All rights reserved.
Designed & Developed by Appac Mediatech Pvt Ltd