Controlled Hourglass Bore Geometry in Plain Internal Components: Purpose, Process, and Precision Execution
03 Feb, 2026
Bore Geometry as a Functional Requirement
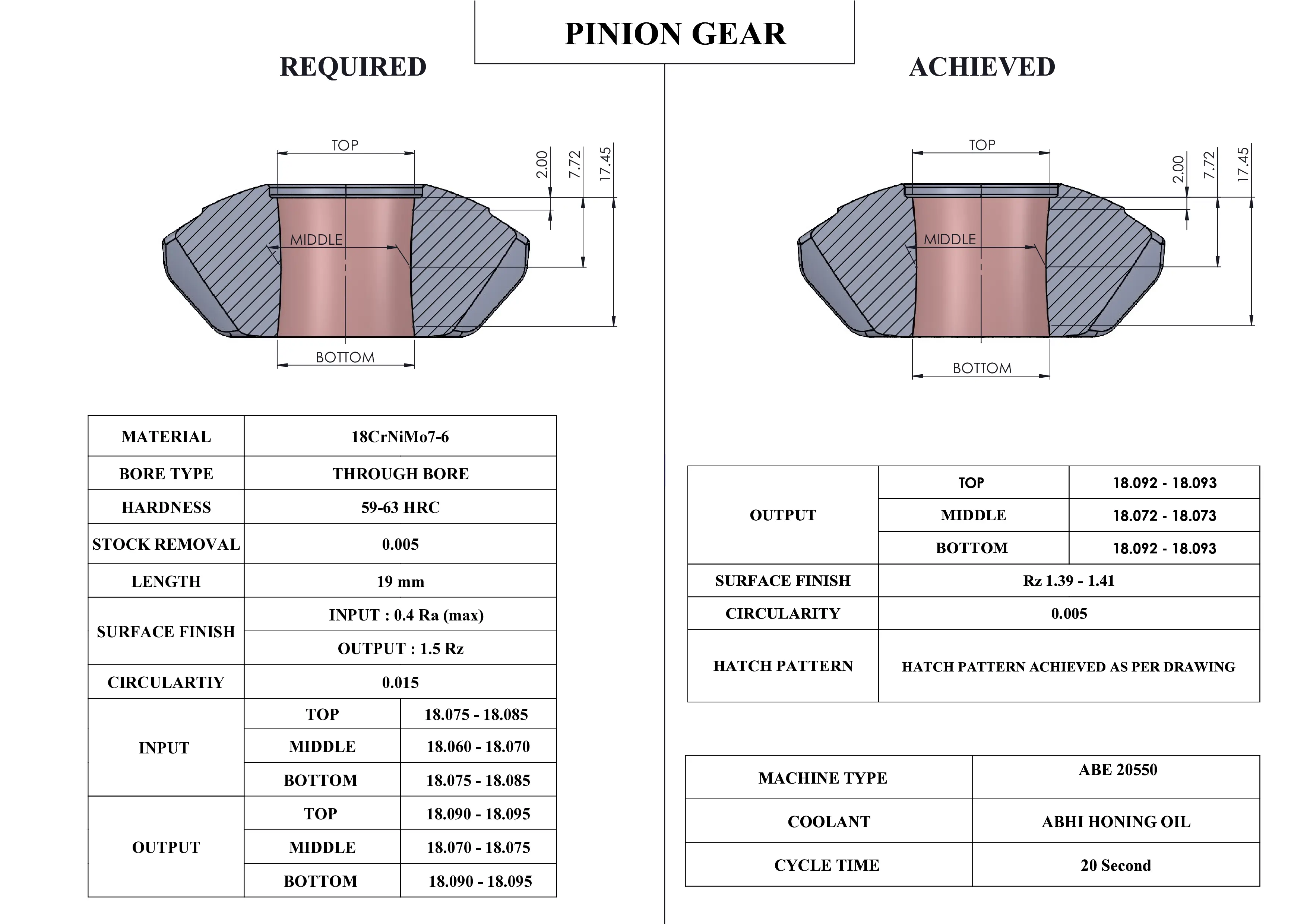
In precision manufacturing, bore geometry is not always intended to be perfectly cylindrical. In certain applications, customers deliberately specify a controlled hourglass bore profile to meet functional requirements such as optimized contact behaviour, controlled load distribution, or stable operational performance.
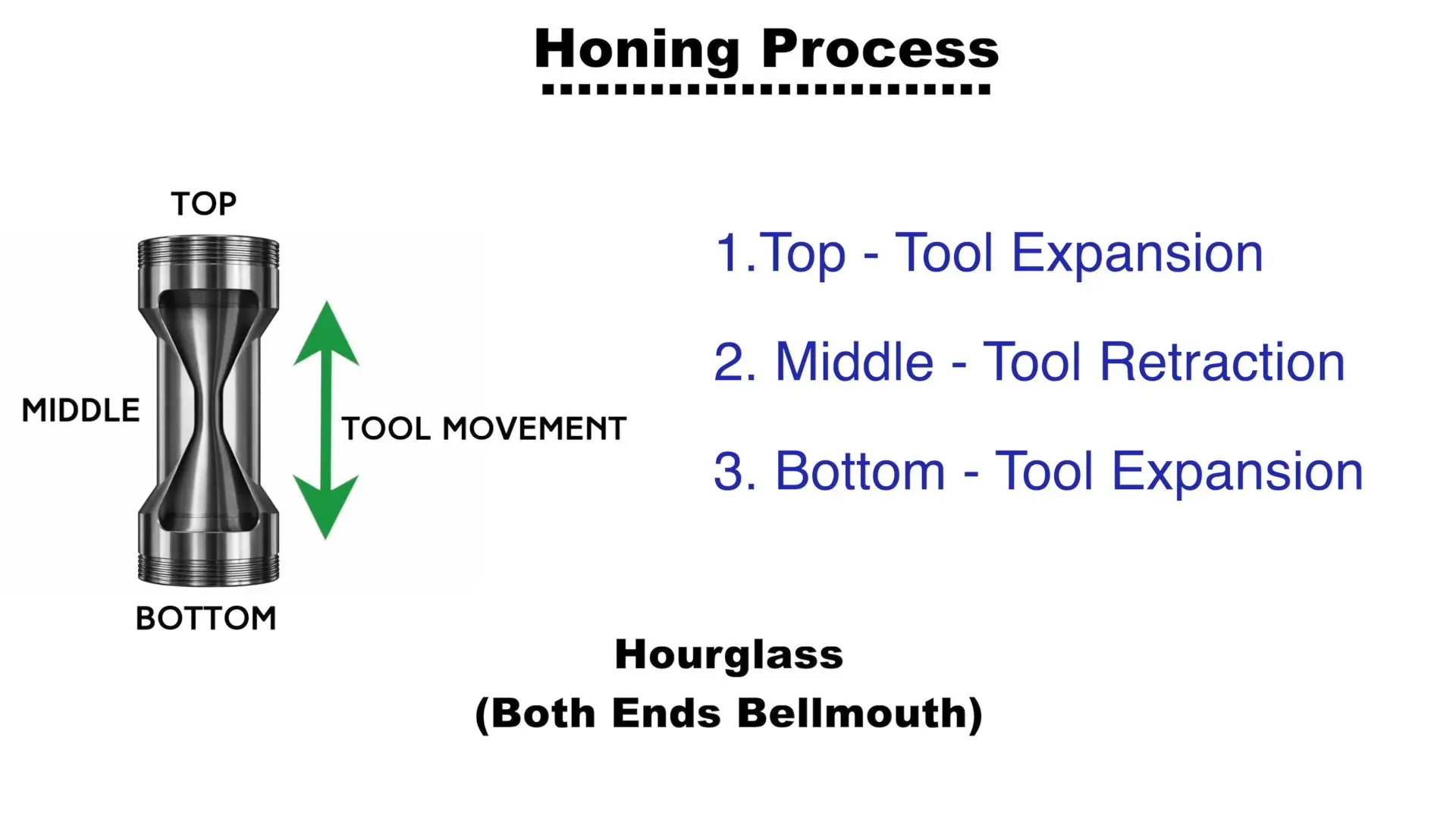
When a component is internally plain, a straight cylindrical bore may not deliver the desired functional outcome. In such cases, an hourglass bore form is introduced intentionally through a controlled honing process.
Achieving this geometry repeatedly and accurately requires staged finishing, controlled pressure distribution, and in process measurement.
Why Specify Hourglass Bore Form
A controlled hourglass bore is requested to achieve defined mid bore contact characteristics, reduced edge loading at the bore entry and exit, stable engagement during the working stroke, and consistent functional performance over time.
This geometry is not corrective in nature. It is a design driven requirement defined by the application.
Challenges in Intentional Hourglass Bore Creation
Producing an hourglass bore intentionally presents several process challenges. These include maintaining symmetry along the bore length, controlling material removal at the mid bore without affecting the bore ends, preventing taper or bell mouth formation, and achieving consistent results across production batches.
Without staged control and immediate verification, part to part variation becomes unavoidable.
Process Strategy for Controlled Hourglass Geometry
A reliable method for generating hourglass bore geometry requires progressive finishing stages, controlled honing pressure and stroke management, separation of finishing and verification, and geometry validation before unloading.
This is achieved through twin finishing stages combined with integrated auto air gauging and HMI feedback.
Twin Spindle Finish Honing Strategy
The Twin Spindle Honing Machine enables deliberate formation of hourglass geometry through two dedicated finishing stations.
Station 2 performs the first finish honing operation. This stage introduces controlled mid bore correction and establishes the primary hourglass profile while maintaining stability at both ends of the bore.
Station 3 performs the second finish honing operation. This stage refines the hourglass geometry, stabilizes transition zones, and ensures symmetry and consistency along the full bore length.
This staged honing approach ensures that the hourglass profile is produced intentionally and repeatably.
Station 1 and Station 4: Parallel Loading, Auto Air Gauging, and Unloading
Station 1 and Station 4 are designed for parallel operation, enabling continuous production without interruption of the honing cycle.
Actual Process Flow
Two separate components are loaded simultaneously at Station 1 and Station 4. While loading and unloading take place, finish honing is carried out concurrently at Station 2 and Station 3.
After honing is completed, both components move to the auto air gauging positions. Auto air gauging measures both components simultaneously to verify that the specified hourglass bore geometry has been achieved.
The system automatically calculates the output values, and the measurement results are displayed clearly on the HMI. Two verified components are unloaded at the same time while the next honing cycle continues.
This parallel operation eliminates idle time and ensures high throughput with consistent geometry control.
Role of Auto Air Gauging
Auto air gauging plays a critical role in confirming controlled hourglass geometry. It enables accurate detection of mid bore tightness, verification of end clearance, and consistent geometry validation without operator dependent judgment.
Because gauging occurs before unloading, geometry compliance is confirmed within the same production cycle.
HMI Based Geometry Validation
The HMI provides real time visibility of actual measured bore values, accept or reject status based on customer defined limits, and confirmation that the required hourglass profile has been achieved.
This ensures traceable, repeatable quality decisions and process confidence.
Process Advantages
This process delivers intentional and repeatable hourglass bore geometry, continuous production without idle time, high throughput within cycle verification, and reduced variation across production batches.
Closing Perspective
Hourglass bore form is not always a defect. When specified by design, it must be generated through a controlled, measurement driven honing process.
Twin stage finish honing combined with parallel loading, auto air gauging, and HMI validation ensures that the required hourglass geometry is achieved accurately, consistently, and efficiently for every component.
Recent Posts



Tell us how can we assist you?
We are always happy to answer any questions!
Just fill in the form and we will get back to you.
© 2026 All rights reserved. Abhi Fine Products.
Designed & Developed by Appac Mediatech Pvt Ltd